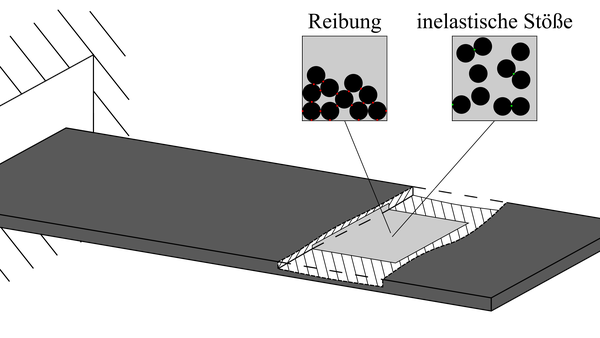
Schematische Darstellung eines additiv gefertigten Partikeldämpfers mit den beiden Wirkungsmechanismen der Energiedissipation; basierend auf [13] (aus [14])
In den letzten Jahren hat der Einsatz der additiven Fertigung (AM) in industriellen Strukturanwendungen an Bedeutung gewonnen, da AM und insbesondere der Laser Powder Bed Fusion Prozess (PBF-LB) im Vergleich zu konventionellen Fertigungsverfahren mehrere Vorteile bietet [1]. Relevant für das hier präsentierte Forschungsprojekt sind die Fähigkeiten zur Herstellung einerseits von integralen Bauteilen und andererseits von Leichtbaustrukturen. Integrale Bauteile sind so konzipiert, dass sie aus möglichst wenigen Teilen bestehen, wobei jedes Teil mehrere Funktionen übernimmt [2]. Dies ist nicht nur aus Sicht einer industriellen Fertigung von Vorteil, sondern auch aus Sicht der Performanz des Bauteils, da es die Festigkeit erhöht und das Gewicht verringert. Dies ist insbesondere in der Luft- und Raumfahrt, der Automobilindustrie und im Energiesektor von Vorteil [3]. Ein oft gewünschtes hohes Steifigkeits-Gewichts-Verhältnis kann durch Topologieoptimierung erreicht werden und dessen geometrisch komplexe Lösungen sind besonders für die Herstellung durch PBF-LB geeignet [4]. Mehrere industrielle Anwendungen zeigen bereits, dass PBF-LB zur Herstellung leichter, vergleichsweise steifer und integral gestalteter Strukturbauteile eingesetzt wird [5]. Doch diese spezifischen Vorteile werden zu Nachteilen, wenn die Bauteile unter Vibration stehen, da leichte Strukturen anfälliger für Schwingungen sind [6], steife Strukturen eine geringere Bauteildämpfung aufweisen und die fehlende Reibung in Verbindungselementen die Dämpfungseigenschaften von integral konstruierten Bauteilen vermindert [7]. Dies führt zu einer geringeren Lebensdauer der Bauteile und zu einer höheren Schallabstrahlung.
Eine Methode diesen Anfälligkeiten entgegenzuwirken, ist der Einsatz von Partikeldämpfung. Bei diesem passiven Dämpfungssystem besteht das Bauteil aus einer festen (primären) Masse und einer beweglichen (sekundären) Partikelmasse. Diese Sekundärmasse kann als Außenbehälter an der Primärmasse befestigt oder in die Primärmasse eingefügt werden [8]. Unter Vibration gibt die Sekundärmasse durch inelastische Stöße oder Reibung zwischen den Partikeln oder zwischen Partikel und Wand Energie ab, siehe Abb. 1 [9]. PBF-LB bietet die Möglichkeit, die Partikeldämpfung inhärent in die Konstruktion eines Bauteils einzubeziehen, indem Hohlräume im Inneren des Bauteils entworfen werden, in denen nach der Herstellung ungeschmolzenes Pulver verbleibt. In Anlehnung an das Konzept "Complexity for free" [10] haben Ehlers et al. [11] den Begriff "Damping for free" geprägt, da diese Technik weder die Bauteilmasse noch die Herstellungskosten im Vergleich zu einem vollständig geschmolzenen Referenzbauteil erhöht. Allerdings ist die Modellierung von konventionellen und AM-Partikeldämpfern bisher nicht zuverlässig, da die Dämpfungseigenschaften in hohem Maße nichtlinear sind und von mehreren Konstruktionsparametern wie der Kavitätsgröße, der Kavitätsposition, der Anregungsamplitude und -frequenz abhängen [12]. Um diese Anwendung der additiven Fertigung besser zu verstehen, wurden im Rahmen dieses Teilprojektes Proben mit Partikeldämpfung aus der Aluminium-Legierung AlSi10Mg mittels PBF-LB hergestellt und auf deren Dämpfungseigenschaften getestet. Der beispielhafte, zukünftige Anwendungsfall einer Turbinenschaufel wurde durch die Wahl einer dünnen und flachen Kavität in Betracht gezogen.