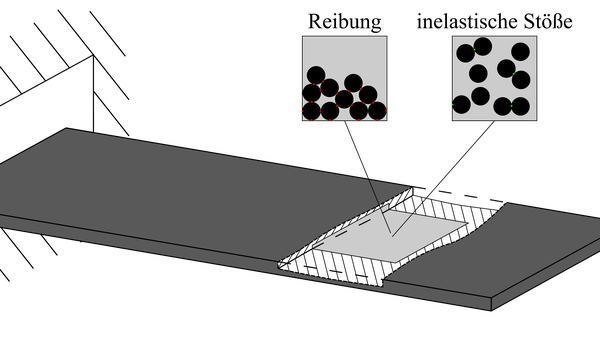
Schematic diagram of an additively manufactured particle damper with the two mechanisms of action of energy dissipation; based on [13] (from [14]).
In recent years, the use of additive manufacturing (AM) in industrial structural applications has gained importance, as AM and in particular the Laser Powder Bed Fusion process (PBF-LB) offers several advantages compared to conventional manufacturing processes [1]. Relevant to the research project presented here are the capabilities for manufacturing integral components on the one hand and lightweight structures on the other. Integral components are designed to consist of as few parts as possible, with each part performing multiple functions [2]. This is advantageous not only from an industrial manufacturing point of view, but also from a component performance point of view, as it increases strength and reduces weight. This is particularly advantageous in the aerospace, automotive, and energy sectors [3]. A high stiffness-to-weight ratio, often desired, can be achieved by topology optimization and its geometrically complex solutions are particularly suitable for fabrication by PBF-LB [4]. Several industrial applications already show that PBF-LB is used to fabricate lightweight, comparatively stiff and integrally designed structural components [5]. But these specific advantages become disadvantages when the components are under vibration, since lightweight structures are more susceptible to vibration [6], rigid structures have lower component damping, and the lack of friction in fasteners reduces the damping properties of integrally designed components [7]. This results in lower component life and higher sound radiation.
One method to counteract these susceptibilities is the use of particle damping. In this passive damping system, the component consists of a fixed (primary) mass and a moving (secondary) particulate mass. This secondary mass can be attached to the primary mass as an outer container or inserted into the primary mass [8]. Under vibration, the secondary mass releases energy through inelastic collisions or friction between the particles or between the particle and the wall, see Fig. 1 [9]. PBF-LB offers the possibility of incorporating particle damping inherently into the design of a component by designing cavities inside the component where unmelted powder remains after fabrication. Following the concept of "complexity for free" [10], Ehlers et al [11] coined the term "damping for free" because this technique does not increase component mass or manufacturing costs compared to a fully molten reference component. However, modeling of conventional and AM particle dampers has not been reliable because the damping characteristics are highly nonlinear and depend on several design parameters such as cavity size, cavity position, excitation amplitude and frequency [12]. To better understand this additive manufacturing application, this subproject fabricated samples with particle damping from the aluminum alloy AlSi10Mg using PBF-LB and tested their damping properties. The exemplary future use case of a turbine blade was considered by choosing a thin and shallow cavity.





